-
Oct 16, 2020
连续挤铅机的检修和清洗说明 1. 设备正常运行半年后,应对主机进行清洗检查,因在螺杆上会粘附少量氧化物。在设备检拆清洗前应尽量把机身和输铅管中的铅挤完。为此,应提前关闭输铅阀,让挤铅机继续运转,直至没有铅挤出时才关闭主电机和冷却水泵,但机身第三、第六区的温度一定要保持在3 2. 50℃左右。 3. 切断输铅管道加热电源,取下绝热罩、电热元件,拆下输铅管(与机身相连的那段短管道仍留在机身上)。 4. 切断机身的加热电源,取下绝热罩。 5. 拆模座、起吊模座时要防止模座和机身间的密封环损坏。当粘连在一起时则模座下部每端放一千斤顶均匀提高拆离。如果密封环与机头粘在一起时,可用喷灯将粘在间隙内的铅熔化。 6. 拆除机身上所的电气线路、水管、热电偶,卸去机身底部法兰螺栓,在机身上部法兰孔上装吊环螺杆,然后用手动葫芦起吊机身。要确保起吊中心与机身中心一致...
浏览更多
-
Oct 28, 2020
输铅管是用于熔铅炉和主机或熔铅炉之间的输铅联接的,在输送铅液时,管道的温度为360~380℃。 当熔铅炉和输铅管在加热时,金属的输铅管道会受热膨胀,为此,输铅管被设计成“ Ω”状。 输铅管电热总容量(kw) 3 板状电热器容量(kw) 1.7 输铅管电热器容量(kw) 0.5kw 250v/34块(18t炉) 电热器材外形尺寸 不锈钢壳Φ57~35mm 在连续挤铅机和10吨保温炉以及10吨保温炉和18吨熔铅炉之间各联通一根输铅管道,用自动补充铅液的办法来解决保温炉液位波动的问题。根据液位指示灯反映的信号及时在18吨熔铅炉中投入冷料使液位波动尽可能减小。 1.1 在一般假期停产时,输铅管道的温度应始终保持在290~300℃。这样就可以避免不必要的管道膨胀收缩之状,并可使铅液的氧化物大量减小。 1.2 整个挤出设备的加热是从室温开始的。当机头、机身和熔铅炉的温度已达额定值时,可知熔...
浏览更多
-
Nov 13, 2020
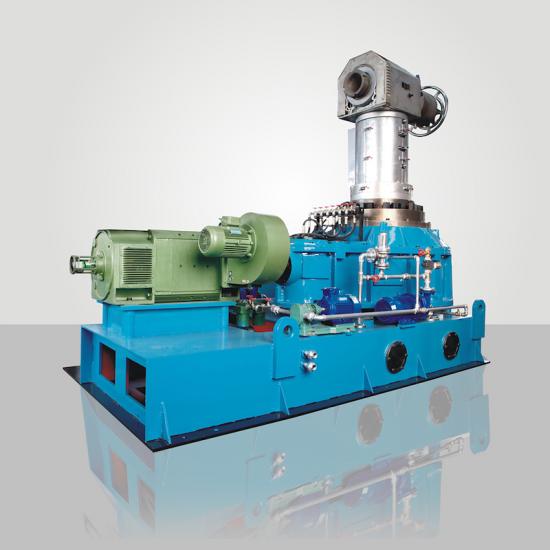
1.用途: 连续挤铅机主要用于对电缆包复铅护层和橡胶管包铅硫化。 2.主要结构组成 本机主要由模座、机身、传动机构、主电机、底座及水箱组成。 2.1 模座:本机有两种规格的模座,一种挤出规格为ф10~80mm,一种为ф40~110mm,用户可任意选购一套。 设有液压调模装置,藉手动油泵之推力达到极方便地调整铅层厚度及更换模盖模芯。 模座装有管状埋入式电热元件,能使模座温度达到290℃左右,从而保证铅液的正常挤出。 模座出口端设有水冷却环,以便保护“O” 型密封圈,使其能正常工作。 铅管壁厚误差由四只调整螺栓进行微调。 模口出口端装有一特殊水冷却装置,当铅管压出时立即通水冷却,以保证铅管有良好的结晶。 当模座内铅液压力超过额定值时,装在模座侧面的安全装置即起保护作用,以防设备损坏。 模座上部装有简易起吊装置,用于调换模芯、模盖,以减轻劳动强度。 模座进口处设有液压推力器...
浏览更多
-
Jan 14, 2021
本机组用于电缆包覆铅护层或橡胶管包铅硫化。挤包铅层的外径为Φ~Φ110mm,由两套模座来完成;一套模座挤出铅层的外径为Φ10~Φ80mm,另一套为Φ40~Φ110mm,用户可按使用要求进行选购。 1011010~ 挤铅机是以螺杆旋转方式输送铅料从而实现连续挤出,使铅层厚度在铅管纵向能保证均匀。又因能严格控制各部位温度,使挤出压力与温度得以保持恒定,从而保证铅层厚度的误差值能控制在最小范围。这样,和间歇式压铅机比较,耗铅量可节约10%左右。 由于熔炉、净化保温炉和铅液输送均采用密封系统,大大减少了铅蒸汽的扩散,基本上消除了环境污染。 本机组操作方便,操作技术要求不高,整台设备配备两名操作人员即可。 本机组还具有重量轻,占地面积小,操作强度低等优点。...
浏览更多