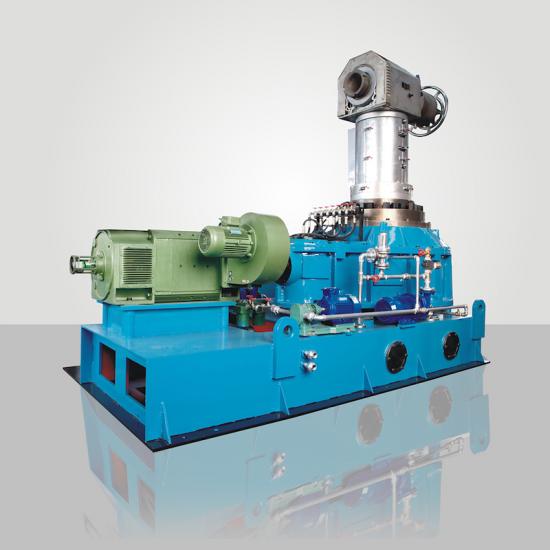
LHD-450/11型高速铝拉丝机用于将Φ9.5mm普通铝杆拉制成Φ2.3(1.8)mm-Φ4.5mm单铝线。拉线鼓轮采用一列式排列,连续拉制,机械、电气速度均衡匹配,操作方便,实现快速换模、不停机双盘自动捕捉换盘收线,人性化的设计。本机具有操作简单、方便、生产效率高、成品质量好等优点。
设备的主要组成成分:
Êú¨Êú∫‰∏ªË¶ÅÁî±ÊëÜËáǺèÊîæÁ∫øÊû∂„ÄÅÊãâÁ∫øÊú∫„ÄźÝÂäõÂÇ®Á∫øÂô®„ÄÅÊî∂Á∫øË£ÖÁΩÆ„ÄÅÊãâÁ∫øÂÜ∑Âç¥Ê∂¶ÊªëÁ≥ªÁªüÂíåÁîµÊ∞îÊéßÂà∂Á≥ªÁªüÁ≠âÁªÑÊàê„ÄÇ
各主要部件的结构及操作说明:
1. 放线架
放线架主要由立柱、摆臂、转向滚轮等组成。本放线架高约5000mm,可放置拉制料杆二盘料杆首尾相焊接后可实现连续放线。
摆臂可摆动角度60度左右,由于该放线较高,一般情况下不用摆动摆臂两盘料杆亦可顺畅放线。
在放线架立柱上方设有操作平台便于穿线及维修保养,线架立柱上还装有整机紧停装置。
主要技术参数:
1.1总高度 4650mm
1.2 摆臂长度 1700mm
1.3 滚轮直径 480mm
2. 拉线机
ËØ•Êú∫‰∏ªË¶ÅÁî±Êï¥Êú∫ÁªìÊûщª∂ÈïøÁƱ‰Ωì„ÄʼnºÝÂä®ÂáèÈÄüÁƱ„ÄÅÊãâÁ∫øȺìËΩÆ„ÄÅÊãâÁ∫øÊ®°Â∫ß„ÄÅÂàÜÁ∫øËΩÆ„ÄʼnºÝÂä®Ê∂¶Êªë„ÄÅÊãâ‰∏ùÊ≤πÂÜ∑Âç¥Âæ™ÁéØÁ≥ªÂèäÈ©±Âä®ÁîµÊú∫Á≠âÈÉ®ÂàÜÁªÑÊàê„ÄÇ
ÊãâÁ∫øÊú∫‰∏∫ÊãâÁ∫øȺìËΩÆÁã¨Á´ãÁîµÊú∫‰ºÝÂ䮄ÄÅœÜ450Á≠âÂæÑÊãâÁ∫øȺìËΩÆÔºåÊãâÁ∫ø‰∏∫ÂæÆʪëÂä®ÂäõÁü©ÊéßÂà∂„ÄÇÂÆöÈÄüËΩƉ∏∫ÈùûʪëÂä®ÊãâÂà∂„ÄÇÊÝπÊçÆÂ∑•Ëâ∫˶ÅʱÇÂè؉ªªÊÑèË∞ÉËäÇÊØè‰∏™ÈÅìʨ°Âª∂‰º∏ÁéáÔºàÁîµÊú∫ËΩ¨ÈÄüÔºâÔºå‰∏∫ÈÄÇÂ∫îºÇÂΩ¢Á∫øÊãâÂà∂Êó∂ÂàÜÁ∫øÂ∑•Ëâ∫˶ÅʱÇÔºåÂâçÂõõÈÅìȺìËΩÆËÆæÊúâÊãâÁ∫øÂàÜÁ∫øËΩÆ„ÄÇ
Êú¨Êú∫ÈááÁî®Áã¨ÁâπÁöÑ˵∞Á∫øÂ∏ɱÄÁªìÊûÑÔºåÂàÜÁ∫øËΩÆËÆæÂú®ÊãâÁ∫øÊ®°Â∫߉∏ãÊñπÔºå˵∞Á∫øÂàÜÁ∫øÂêàÁêÜÔºåÊâÄÊúâÁöÑÊãâÁ∫øȺìËΩÆ„ÄÅÊãâÁ∫øÊ®°Â∫߉º∏Âá∫ÁƱ‰ΩìÁöÑË∑ùÁ¶ª‰∏∫ÊúÄËøë‰∏îÁ≠âÈïøÔºåËøôÊÝ∑Êó¢ÊèêÈ´ò‰∫ÜÂàöÊÄßÔºå‰πü‰ΩøÁõ∏Â∫îÈõ∂‰ª∂ËßÑÊݺÁªü‰∏ÄÔºåÂáèÂ∞ë§ቪ∂Êï∞ÈáèÔºåÈôç‰ΩéÊàêÊú¨„ÄÇ
ÊãâÁ∫øȺìËΩÆËΩ¥‰∏éÁƱ‰ΩìÊØçÁ∫øÊ∞¥Âπ≥ÂÄæÊñú‰∏ĉ∏™ËßíÂ∫¶ÔºåÊâĉª•‰∏ä‰∏ãÈÅìȺìËΩÆÈó¥ËΩ¥Âêë‰∏äÊúâ‰∏ĉ∏™ÂâçÂêéË∑ùÁ¶ªÁ∫¶Áߪ‰ΩçÔºåËøôÊÝ∑Â∞±ÈÅøÂÖç‰∫ÜÊãâ‰∏ùËøáÁ®ã‰∏≠ÁºÝÁªïÂú®ÈºìËΩƉ∏äÁöÑÁ∫ø‰∏éÁ∫ø‰πãÈó¥ÁöÑÂéãÁ∫ø„ÄÅÊ춉º§„ÄÇ
拉线鼓轮均为装配式钢轮结构,一面使用磨损后,可调换另一面使用,完全失效后更换拉线轮钢圈,就能正常使用。
在出线模座与定速轮之间还设有擦线器,可擦去导线表面的粉末,并稳定导线防止震动。
Êú¨Êú∫ÁöÑÊãâÁ∫øȺìËΩÆÈááÁ∏ÄÂàóºèÂ∏ÉÁΩÆÔºåÂçïÁã¨ÁîµÊú∫È©±Âä®ÔºåÊâĉª•Âú®ÊîπÂèòÁîü‰∫ßËßÑÊݺÊó∂ÔºåÂèØÂÆûÁé∞‚ÄúÂø´ÈÄüÊç¢Ê®°‚ÄùÔºåÂç≥ÂèØÊÝπÊçÆÊàêÂìÅËßÑÊݺ‰æùʨ°‰∏¢Ê¨ÝÂ∞è‰∫éÊàêÂìÅËßÑÊݺÁöÑÁúºÊ®°ÂíåÂÖ≥Èó≠Áõ∏ÂØπÂ∫îÊãâÁ∫øÈ©±Âä®ÁîµÊú∫ÔºåÂáèÂ∞ëÂäüÁéáÊçüËÄóÂíåÂô™Èü≥„ÄÇÊóÝÈúÄÂÉèËÄźèÁöÑÊãâ‰∏ùÊú∫ÈÇ£ÊÝ∑ÔºåÊîπÂèò‰∏ÄÁßçÁîü‰∫ßËßÑÊݺÊâÄÊúâÁöÑÁúºÊ®°ÈÉΩÂøÖÈ°ªÈáçÈÖçÔºå‰πüÂ∞±ÊòØËØ¥Âú®ÊúħßÊàêÂìÅËßÑÊݺ‰πã‰∏äÁöÑÁúºÊ®°ÔºåÊ∞∏ËøúÊò؉∏çÂèòÁöÑ„ÄÇ
3. 储线装置
Êú¨Ë£ÖÁΩƉ∏ªË¶ÅÁ∫éÂú®Êî∂Á∫øÊó∂ÔºåÊéßÂà∂Êî∂Á∫øÈÄüÂ∫¶ÂíåÊãâ‰∏ùÈÄüÂ∫¶ÂêåÊ≠•‰∏éÊãâÁ∫øºÝÂäõÔºåÂÆɉ∏ªË¶ÅÁî±Ê°ÜÂΩ¢ÁÑäÊé•Ê°ÜÊû∂„ÄźÝÂäõÂÇ®Á∫øËΩÆÁªÑ„ÄÅÂõ∫ÂÆöÂÇ®Á∫øËΩÆÁªÑ„ÄÅÊ∞îÁº∏„ÄÅÊ∞îÂéãË∞ÉËäÇÈòÄÂèäºÝÂäõÂèçȶàÊú∫ÊûÑÁ≠âÁªÑÊàê„ÄÇ
Âú®Â∑•‰Ωú‰∏≠Ôºå¶ÇÊûúÊî∂Á∫øÈÄüÂ∫¶‰∏éÊãâ‰∏ùÈÄüÂ∫¶‰∏ç‰∏ÄËá¥ÔºåÊ¥ªÂä®ÂغËΩÆÁªÑ‰æø‰∏ä‰∏ãÊëÜÂä®ÔºåÂ∏¶Âä®ÁΩƉ∫éÂÇ®Á∫øË£ÖÁΩÆÊëÜÊù܉∏≠ÂøÉÁΩçÂô®ËΩ¨Âä®ÔºåÈÄöËøáÁîµÂéãËΩ¨Êç¢Êù•ÊéßÂà∂Êî∂Á∫øÈÄüÂ∫¶Ôºå‰Ωø‰πãÊî∂Á∫øÈÄüÂ∫¶‰∏éÊãâÁ∫øÈÄüÂ∫¶Âπ≥Ë°°‰∏ÄË᥄ÄÇÊî∂Á∫øºÝÂäõÁöѧßÂ∞èÂè؉ª•ÊÝπÊçƉ∏çÂêåÁöÑÁ∫øÂæÑÂíåÂغÁ∫øÊùêÊñôÔºåÈÄöËøáÊâãÂä®Ë∞ÉÂéãÈòÄÊù•Ë∞ÉÊï¥Ê∞îÁº∏Â∑•‰ΩúÊ∞îÂéãËÄåËé∑Âæó„ÄÇ
ÊÝáÁ≠æ :
博客分类
最新博文
ÊÝáÁ≠æ
ÂæƉø°Êâ´ÁÝÅÔºö