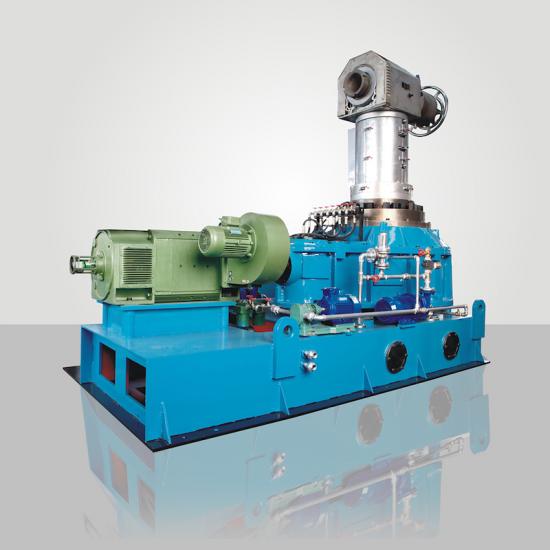
1.用途:
连续挤铅机主要用于对电缆包复铅护层和橡胶管包铅硫化。
2.主要结构组成
Êú¨Êú∫‰∏ªË¶ÅÁî±Ê®°Â∫ß„ÄÅÊú∫Ë∫´„ÄʼnºÝÂä®Êú∫ÊûÑ„Äʼn∏ªÁîµÊú∫„ÄÅÂ∫ïÂ∫ßÂèäÊ∞¥ÁƱÁªÑÊàê„ÄÇ
2.1‚ÄÇ‚ÄÇÊ®°Â∫ßÔºöÊú¨Êú∫Êúâ‰∏§ÁßçËßÑÊݺÁöÑÊ®°Â∫ßÔºå‰∏ÄÁßçÊå§Âá∫ËßÑÊݺ‰∏∫—Ñ10ÔΩû80mmÔºå‰∏ÄÁßç‰∏∫—Ñ40ÔΩû110mmÔºåÁî®Êà∑Âè؉ªªÊÑèÈÄâË¥≠‰∏Ä•ó„ÄÇ‚ÄÇ‚ÄÇ‚ÄÇ‚ÄÇ‚ÄÇ‚ÄÇ‚ÄÇ‚ÄÇ‚ÄÇ‚ÄÇËÆæÊúâÊ∂≤ÂéãË∞ÉÊ®°Ë£ÖÁΩÆÔºåËóâÊâãÂä®Ê≤πÊ≥µ‰πãÊé®ÂäõËææÂà∞ÊûÅÊñπ‰æøÂú∞Ë∞ÉÊï¥ÈìÖ±ÇÂéöÂ∫¶ÂèäÊõ¥Êç¢Ê®°ÁõñÊ®°ËäØ„ÄÇ
模座装有管状埋入式电热元件,能使模座温度达到290℃左右,从而保证铅液的正常挤出。
Ê®°Â∫ßÂá∫Âè£Á´ØËÆæÊúâÊ∞¥ÂÜ∑Âç¥ÁéØԺ剪•‰æø‰øùÊ䧂ÄúO‚Äù‚ÄÇÂûãÂØÜÂ∞ÅÂúàÔºå‰ΩøÂÖ∂ËÉΩÊ≠£Â∏∏Â∑•‰Ωú„ÄÇ‚ÄÇ‚ÄÇÈìÖÁư£ÅÂéöËØØÂ∑ÆÁî±ÂõõÂè™Ë∞ÉÊï¥Ëû∫ÊÝìËøõË°åÂæÆË∞É„ÄÇ
模口出口端装有一特殊水冷却装置,当铅管压出时立即通水冷却,以保证铅管有良好的结晶。
当模座内铅液压力超过额定值时,装在模座侧面的安全装置即起保护作用,以防设备损坏。
模座上部装有简易起吊装置,用于调换模芯、模盖,以减轻劳动强度。
模座进口处设有液压推力器,藉手动油泵之作用可将模芯从导流模芯中顶出。
模座共设有三个测温点,以便测量、控制、调节模座温度。
2.2  机身:主要有挤压筒和螺杆组成。
Êå§ÂéãÁ≠íÁî±ÂèåÈáë±û•óÁ≠íÁªÑÊàê„Äǧñ•óËÆæÊúâÂØÜÈó≠ºèÂÜ∑Âç¥Ê∞¥ÊßΩÂíåÁîµÁÉ≠ÂÖɉª∂ÂÆö‰ΩçÂáπÊßΩÔºõÂÜÖ•óÂÜÖÂ≠îÊàêÈî•ÂΩ¢ÔºåÊÝπÈÉ®Áõ¥Âæщ∏∫—Ñ150mmÔºåÂπ∂ËÆæÊúâ24Êù°ÂáπÊßΩÔºåÁ°Æ‰øùÈìÖÊ∂≤ËÉΩÈ°∫Âà©Êå§Âá∫„ÄÇËøòËÆæÊúâ‰∫î‰∏™ÊµãÊ∏©ÁÇπÁª•ÊéßÂà∂„ÄÅË∞ÉËäÇÊú∫Ë∫´ÂêÑÂå∫Ê∏©Â∫¶„ÄÇ
挤压螺杆是实心的,直径为ф150mm的等距不等深螺杆,外径呈锥形,表面镀硬铬,底部套有特殊材料做成的轴套。
机身外部装有绝热防护罩。
2.3‚ÄÇ‚ÄljºÝÂä®Êú∫ÊûÑÔºö
‰ºÝÂä®Êú∫ÊûÑËÆæÁΩÆÂú®Ê雷ΩìÁöÑÈΩøËΩÆÁƱÂÜÖÔºåÁ∏ÄÂØπËû∫Êó㉺ûÈΩøËΩƉªòÂíå‰∫åÂØπÈΩøËΩƉªòÂáèÈÄü‰ºÝËá≥Ëû∫ÊùÜ„Älj∏ÄËà¨ËÉ∂ÁÆ°ÂéÇÊå§ÂéãÁ∫ØÈìÖÊó∂ÊúÄÈ´òËû∫ÊùÜËΩ¨ÈÄü‰∏∫15r/minÔºåÁîµÁºÜÂéÇÊå§ÂéãÂêàÈáëÈìÖÊó∂Ëû∫ÊùÜÊúÄÈ´òËΩ¨ÈÄü‰∏∫12r/minÔºåÂÖ∑‰ΩìÁî±Áî®Êà∑Êåâ˶ÅʱÇÈÄâÁÄÇÈΩøËΩÆÁƱÂÜÖÈÖçÊúâ‰∏ĉ∏™Ë∂ÖÈáçÂûãʪöÂ≠êÊé®ÂäõËΩ¥ÊâøÔºåÊâÄÊú≺ÝÂä®ËΩ¥Â§ÑÂùáÈÖçÊúâÂèåÂàóÁêÉÈù¢ÊªöÂ≠êËΩ¥Êâø„ÄÇ
齿轮箱内设有闭路循环润滑系统,由一台专用油泵、过滤器、热交换器等组成。润滑油通过油泵注入各润滑点,再通过热交换器使油温不超过60℃的使用要求。
2.4  主电机:
采用一台Z4-250-11型直流电机,功率110kw,电压DC440V,电流281A,1000转/分。齿轮箱的动力源由电机输出后通过弹性联轴节和盘式机械过载安全机构,然后输入齿轮箱的进轴。    2.5  底座及水箱:底座是由厚钢板焊接成的箱形结构,上面安装齿轮箱,主电机、油、水热交换器、油路系统等。箱体内设有一个1.0m3水箱,水箱内装软化水,闭路循环,供机身各段冷却用,其水温不超过35℃
ÊÝáÁ≠æ :
博客分类
最新博文
ÊÝáÁ≠æ
ÂæƉø°Êâ´ÁÝÅÔºö