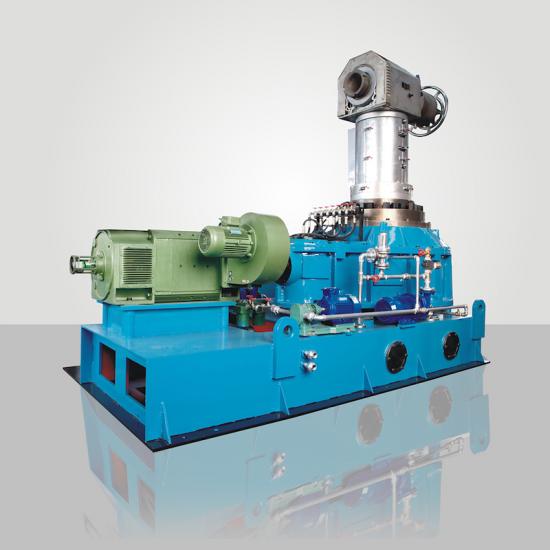
在传统的单头铜拉丝和绞线工艺中,每根铜线在单头的铜拉丝机上经过拉丝后,分别收在线盘上,再在下一道绞线时放出。举例来说,如需同时生产2根铜线,便需要2台单头铜拉丝机。相反,如使用一台双头铜拉丝机,则可实现双倍的效率。LHD-450/13-2双头铜大拉机不仅提高了生产效率,还提高了产品的质量。本篇博客目的在于介绍LHD-450/13-2双头铜大拉机的主要部件说明。

1. 双立柱放线架
|
放线架高度 |
大约 5500mm(不易缠结) |
|
最大放线直径 |
Φ2000mm(4000kg) |
|
导轮直径 |
Φ400mm |
|
导轮数量 |
6 pcs |
|
乱线停车报警 |
配备 |
2. 定点和穿线装置
|
用于锐化导线末端并将其穿过模具。 |
|
|
轧辊直径 |
Φ100mm |
|
轧辊转速 |
24r/min |
|
轧制范围 |
Φ1.5mm-Φ12mm |
|
鼓轮直径 |
Φ420mm |
|
电机功率 |
5.5KW/AC |
3. 拉线主机
|
箱体采用灰口铸铁整体铸造,德国加工中心一次性定位加工;主机共有二套直流电机传动,拉丝主机直流电机经齿轮箱减速传动,齿轮箱中斜齿材料为20CrMnTi,经渗碳淬火处理,齿面为硬齿面。拉线鼓轮钢圈表面喷涂碳化钨,拉丝鼓轮为组合式。拉丝模架为铸件。出线模可旋转。高速档齿轮轴承采用端盖外侧强注入式润滑方式。拉丝鼓轮结构采用双锥度形式,拉丝乳化液箱盖采用双层错位盖密封,门盖材料为不锈钢。定速轮由单独的110kw的直流电机经齿形带驱动。 |
|
|
最大进杆直径 |
2×Φ8mm |
|
出线直径 |
Φ1.3– Φ3.5mm |
|
拉线鼓轮直径 |
Φ450mm |
|
最高拉线速度 |
Max23m/s |
|
鼓轮速比 |
26~46%、13(可调) |
|
最多拉伸道次 |
13组合式 |
|
模座规格 |
Φ53x35 mm |
|
拉丝鼓轮表面处理 |
碳化钨喷涂 |
|
快速换模 |
可以 |
|
主电机 |
450KW /1000r/min DC /1 set |
|
定速轮电机 |
110KW /1500r/min DC /1 set |
|
油泵电机 |
4kw |
|
鼓轮和轴之间的齿轮 |
可互换(除定速轮) |
|
设备噪音 |
≤85 db(电机除外) |
|
拉丝液箱防护罩 |
不锈钢 |
4. 拉丝液箱的冷却系统
拉丝冷却系统
|
拉丝液池 |
~30m3 (用户自备) |
|
拉丝液水泵 |
11kW |
|
板式换热器 |
通径65 换热面积:25m2 1 set /ITO |
|
双筒式过滤器 |
SLQ-65精度0.08面积0.52m2 通过能力 760 l/min 1 set /ITO |
退火冷却系统
|
退火液水池 |
≥15m3(用户自备) |
|
冷却水泵 |
11kW 1 set /ITO |
|
管式换热器 |
换热面积:25m2 1 set /ITO (外置) |
5.张力储线器
|
用途 |
用于配合双盘收线在起动、停车及换盘时,作为线速度微量变化的补偿 |
|
形式 |
张力采用气动涨紧式控制 |
|
气压 |
可调节范围0.3~0.6Mpa |
|
储线长度 |
ITO 标准: 7米以上 |
|
导轮材料 |
铝+表面陶瓷喷涂 |