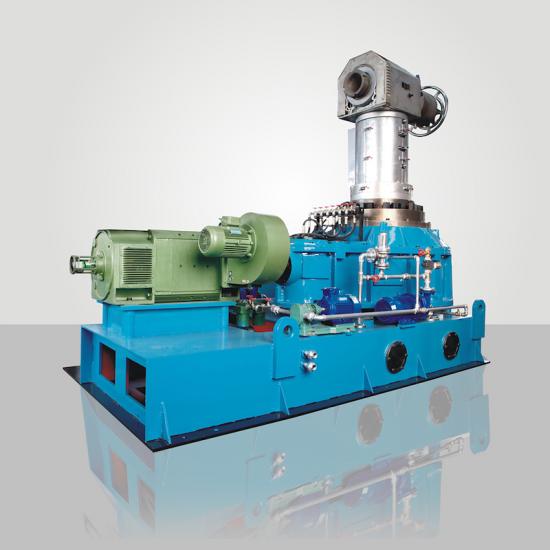
连续挤铅机保养说明
1.连续挤铅机安装试车完成后,热电偶要每两星期检查一次,如其性能经三次检查无变化,则可延长检查周期。热电偶是本机重要的温度测控仪的执行元件,使用前要以厂的标准温度给以校准。
2. 不能在熔铅炉所规定的最低液面以下进行挤出,故液面指示器应灵敏,每天使用前应涂抹一次高温二硫化钼润滑剂。
3.每两星期全面检查一次电热元件,可直接观察或用电流表等检查,损坏和失效的应随时更换。
4. 对机身冷却水进行检查,发现泄漏应立即修复;并检查冷却水硬度,使其保持在允许值内,避免钙质附在机身冷却槽内、模盖及冷却水管上,影响冷却效果。
5.检查水冷却泵的密封件,不得泄漏。
6. 检查齿轮箱及推力大轴承处的循环油路,使其畅通,使用的油质应符合要求。
7.检查输铅管道法兰连接处和机身铅液输入口处铅液泄漏情况。
8.熔铅炉内铅渣每班清除三次,铅液输出阀每天涂抹一次耐高温(400℃)二硫化钼润滑脂。
9.熔铅炉的排气系统畅通。
10. 液压调模机构均压环应半年清洗一次,并涂抹高温二硫化钼润滑油脂。
11. 在拆检机件后安装时,所有螺栓、螺杆衬套均应涂抹高温二硫化钼油脂。
12.熔铅炉、机身、输铅管的保温层应具有良好的绝热。
标签 :