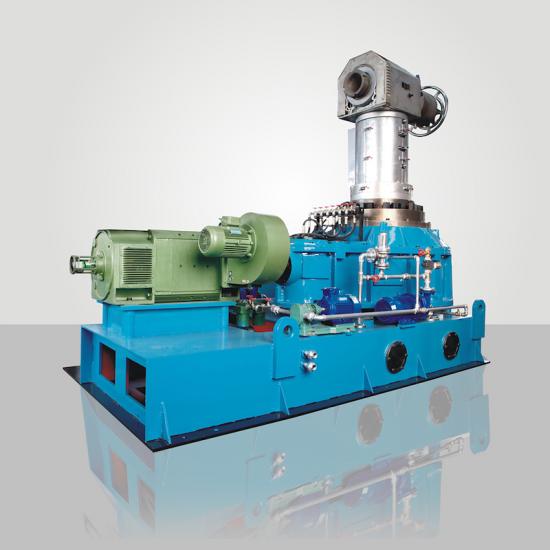
LFD450/11型非滑动铝合金大拉机主要是将φ9.5mm料杆拉制成各种材料特性,规格与截面形状的导线。
本拉丝机每项拉丝鼓轮采用独立电机驱动,可根据拉制材料特性及截面形状任意调节每个道次延伸率,是拉制异形线的必备设备。
拉线鼓轮一列式排列设计,增强了设备的刚性和强度,极大地方便了操作,可实现快速换模,有效地减轻操作工人的劳动强度与配模时间,大量减少拉线模具的规格及数量。
配置双盘自动收线装置,双盘自动收线定长换盘,自动缓速切换,实现不停机连续收线,提高生产率。电气控制采用可编程序控制器统一协调,控制各执行机构、变频电机的启动、运行跟踪和停止,使机组受控于最佳生产状态。
本设备性能可靠、运行平稳、操作方便、维护简单,是理想的拉丝设备更新换代产品,达到国际先进水平,国内领先。
二、设备的使用:
1. 机器安装完毕后,将压缩空气气源送到各部件需要气源的地方,减速机,拉线冷却润滑油箱加注相应润油品。先单独拖动各部件进行试运转,最后再整机联动试运转。
2. 开车前应按工艺要求选择适当的配模比,调整各拉线电机及定速轮和收线速度同步,根据拉线规格确定适当的生产速度。
3. 在生产过程中经常注意各储线张力状态,若发现不同步或张力不稳定应及时给予调整,直到稳定为止。
4. 拉线鼓轮圈磨损后,可以内外面调整使用,两面均磨损失效后更换拉丝轮圈。
5. 在更换生产规格时,无需全部眼模都重新配置,只需按规格需要取走或增加相应的眼模,该机卓越的设计可实现“快速换模”。
6. 电动机,减速机及其他的配套件,请见相应的产品使用说明书。
7. 在初始300小时使用时间内,为保证新机器正常磨合,其最高速度和最大负载必须控制在额定参数的70%范围内。
三、设备的维护保养
设备的压缩空气管道、润滑油、拉线油管路、循环冷却水管路等均应无泄漏现象,特别注意气源应充足,压力稳定保持在0.6Mpa左右,应定期放去气动系统中的油水分离器的水分,并使油雾器中有足够的润滑油。
拉丝油应定期补充或更换,双筒过滤网要经常清洗,减速机应定期检查、清洗换油。
双盘收线内的铝屑、线头应定期清扫,所有气缸外伸的活塞杆必须擦亮,应定期检查各紧固件有无松动现象,详见双盘收线使用说明书。