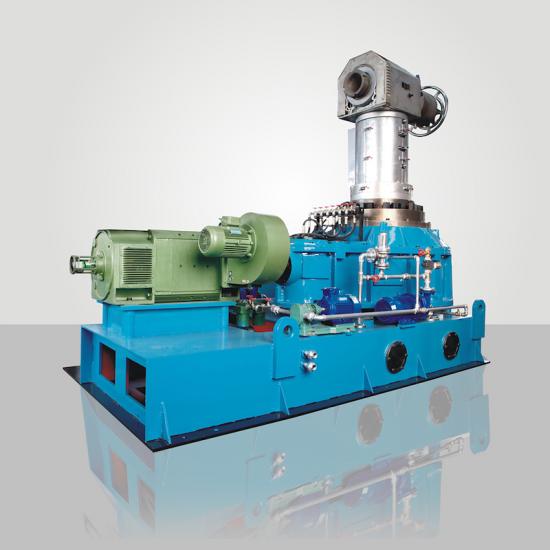
LZLZ-1600/9.5+255/15型铝合金连铸连轧机
一、设备用途
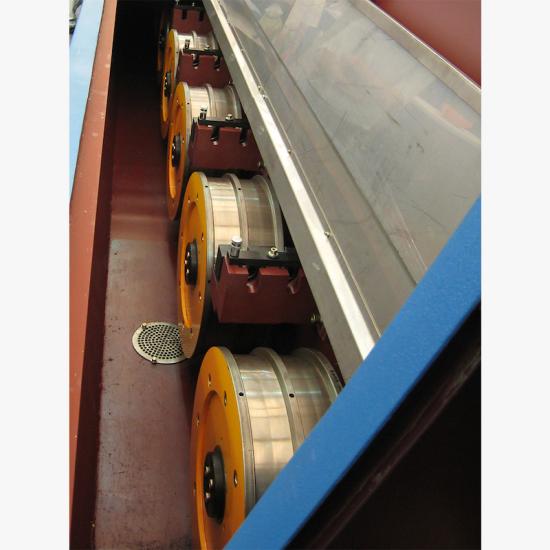
本设备采用新型四轮式连铸机和连铸连轧工艺生产¢9.5m的铝镁硅高强度导电圆铝杆(合金牌号为1、3、6、8系列)。生产线生产中,感应加热器保证铸坯进轧的工艺温度要求,具有铸锭加热调节功能,连轧机具有主动喂料和堆杆停车功能,同时安装有主动牵引装置,保证铝合金杆的顺利导出。圆弧导向管采用滚轮导向结构,减少铝合金杆表面擦伤。绕杆方式为离心甩头式,一方面使铝合金杆在进入收线框前给予预变形;另一方面使其在轧制过程中若发生断杆,杆尾能自动到收线框内。具有小车移动换盘储线装置,使其换盘时不乱杆,以保证连续双盘成圈装置进行收线,本机组也可生产电工圆铝杆。
二、简单工艺流程
工艺流程的方块示意图如下:
立式熔化炉→液压倾动式保温炉→四轮连铸机→前牵引→滚剪机(含液压剪)→校直机→倍频加热器→连轧机(含喂料装置)→淬火冷却装置→后牵引→成圈下线架→铝镁杆

公司自成立以来,受到税务、工商、财政等有关部门的好评,2003年被授予英国DAS颁发的质量管理体系证书和英国Ukas批准的质量管理体系证书。2005年,我公司被国际电线电缆协会评为突出会员之一。
常见问题解答:
问题1:如果我想获得报价,我应该告诉你什么信息。
答:货物名称,尺寸,数量。
问题2:如何付款?
答:T/T
问题3:交货期
答:3个月